 手机浏览网
手机浏览网


此单桩直径6米至7.3米锥度过渡,长77米,板厚达75毫米,重约930吨,是个名副其实的“庞然大物”。该单桩为目前国内桩径最大单桩,也是局首次制作此类单桩。

未雨绸缪:对“症”下“药”解难题
近年来,随着福建省海上风电项目规划布局的全面展开,分公司机电工程处抓住机遇,以承接的多个海上风电项目为契机,积极开发海上风电单桩加工技术,拓宽了产品范围。
对于机电工程处来说,要制作最大桩径达到7.3米的“庞然大物”,无疑是一个巨大的挑战。机电工程处通过对几家具备海上风电大直径钢管桩生产能力的厂家进行调研,结合以往制作小管桩的经验,完善出一整套流水线流程,并专门成立了攻关小组,保证风电单桩生产顺利进行。

▲风电整桩
由于单桩的板厚达到了80毫米,焊接工艺需要认真探索,不单要避免焊后冷裂缝的产生,同时还要保证焊缝中不能存在超规范的缺陷,避免返工返修。
焊缝质量能不能过关?钢管桩卷圆椭圆度够不够?焊接外观是否美观……很多之前没遇到的焊接问题接踵而来。面对这些问题,机电工程处组建技术团队,在施工初期就对焊缝施工进行多方参考,了解对厚板进行焊接施工时,不同施工工艺可能会产生的各类焊缝问题,不断试验,使焊接工艺趋于成熟。在板料进行焊接后,进行多次质检测量,在焊接过程中严格执行焊接工艺规范,实时监测温度、电流、电压,24小时不间断施工,以提高焊接质量及效率。
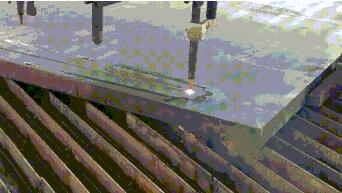
▲数控切割
同时,机电工程处还邀请了分公司的高级技师和质检员对上岗工人进行焊接知识和焊接质量问题产生的原因以及防止措施进行讲解,并通过理论考试和现场操作考试进行加强。

▲纵焊缝气抛教学
创新技术:“大块头”有“大智慧”
“帮”重达40多吨的单片管节“翻身”是个大问题,从钢板的拼接、翻身、管节吊装、小节段吊装等环节既要方便操作,又要保证安全可靠,这需要设计制作专用的吊装机号才能满足。为适应实际施工需要,机电工程处的技术人员协同设计部门设计并制作了相对应的工装吊具进行操作,节约成本的同时,也使施工高效有序地进行。

▲管节移动
直径7.3米的后节卷制及回圆,回圆要求精确到5毫米以内,特别是锥形后的卷制,侧向推力向下和卷制的压力不同,造成的圆度不一致。卷管机存在一定程度的性能缺陷,无法达到所需的椭圆度标准。机电工程处引进国内具有丰富钢管桩施工经验的班组团队,制作小工装以弥补其缺陷,使卷制的管节达到规范要求,使回圆的精度提高。数控处理人员将拼接好的钢板进行编号,做到每一块板都有独立且唯一的件号,便于施工和材料追踪。将钢板型号与表格标示型号进行反复对比,确定后调出所属件号的数控文件,使钢板尺寸达到卷圆所需的标准尺寸,大大缩短了后续工序的时间和成本。

▲管节卷圆

▲技术人员进行卷圆纵焊无损检测
法兰拼接的精度控制可谓极近“苛刻”,基础顶法兰面应内倾0.5至1.5毫米,焊接后法兰顶面不允许外翻。为了解决这个问题,高级焊接技师黄翠恋和高级钳工技师陈友生相互合作,在法兰拼接的过程中在法兰顶面标示8个点位,引进精度仪器测量其平整度及内倾度。在施焊过程中用靠尺进行检测,以便于法兰焊接的过程中能控制其精度,保证其内倾度。

▲法兰盘对接
在质量管理方面,机电工程处利用“互联网+”的形式,实现了质检管理的信息化。将每一环管节都喷上属于自己的二维码,并在每一个工序施工完毕后,及时在系统录入质检信息和各项数据,保证每道工序都可追溯,保障了管桩生产质量和生产进度。
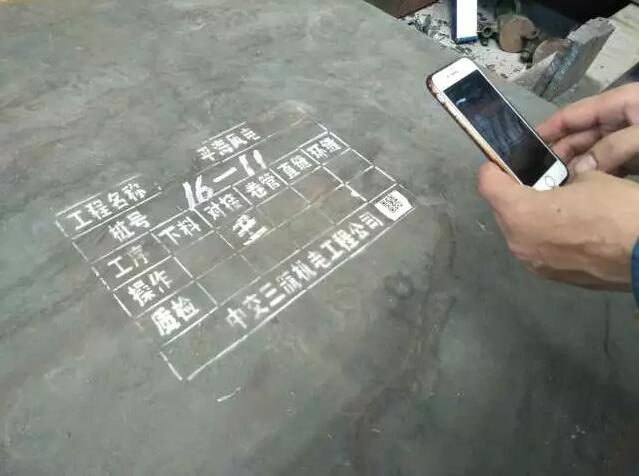
▲技术人员扫描二维码查看管节信息
此次单桩历时百天成功制成,有力推动了莆田平海湾风电项目的施工进度。作为海上风电大型钢管桩生产线,机电工程处将发扬“三航精工˙匠心无限”的理念,推动三航品牌塑造与推广,实现大型钢管桩的生产能力,力争2018年年产2万吨以上的大型钢管桩。




