 手机浏览网
手机浏览网


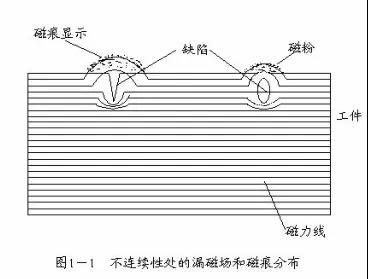
磁粉检测是指铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度,属于无损检测五大常规方法之一。
磁粉检测适用于检测铁磁性材料表面和近表面尺寸很小、间隙极窄,目视难以看出的不连续性位置。磁粉检测的局限性也在于不能检测奥氏体不锈钢材料和用奥氏体不锈钢焊条焊接的焊缝,也不能检测铝、镁、钛等非磁性材料。对于表面浅的划伤、埋藏较深的孔洞和与工件表面夹角小于20°的分层和折叠难以发现。
下面介绍几种磁粉检测方法:
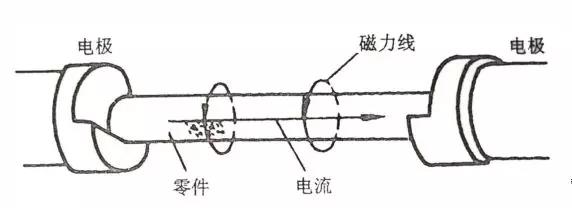
1、轴向通电法
将工件夹于探伤机的两磁化夹头之间,使电流从被检工件上直接流过,在工件的表面和内部产生一个闭合的周向磁场,用于检测与磁场方向垂直、与电流方向平行的纵向缺陷。
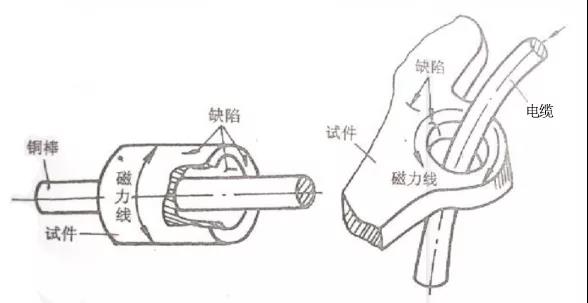
2、中心导体法
将导体穿入空心工件的孔中,并置于孔的中心,电流从导体上通过,行成周向磁场,所以又叫电流贯通法、穿棒法和芯棒法。由于是感应磁化,中心导体法可用于检查空心工件内、外表面与电流平行的纵向不连续和端面的径向不连续。空心工件用直接通电法不能检查内表面的不连续,因为内表面的磁场强度为零。但用中心导体法能更清晰地发现工件内表面的缺陷,因为内表面比外表面具有更大的磁场强度。
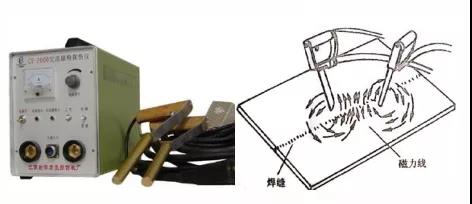
3、支杆法
用两支杆触头接触工件表面,通电磁化,在平板工件上磁化能产生一个畸变的周向磁场,用于发现与两触头连线平行的缺陷。
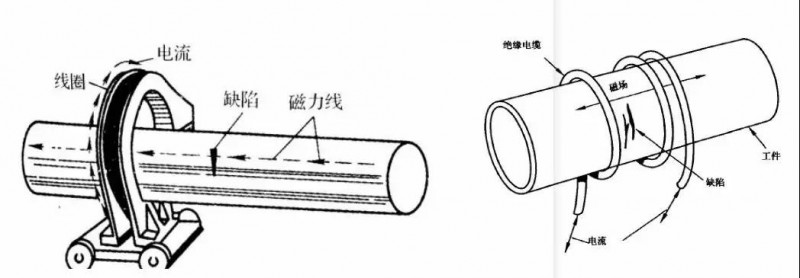
4、线圈法
将工件放在通电线圈中,或用软电缆缠绕在工件上通电磁化,形成纵向磁场,用于发现工件的周向(横向)缺陷。线圈法包括螺管线圈法和绕电缆法两种。
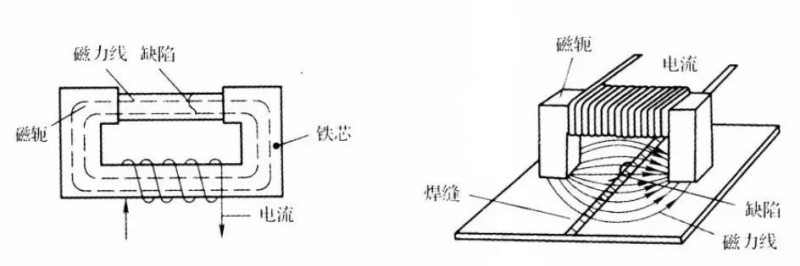
5、磁轭法
用固定式电磁轭两磁极夹住工件进行整体磁化,或用便携式电磁轭两磁极接触工件表面进行局部磁化,用于发现与两磁极连线垂直的不连续性。
此外,磁粉检测方法还有很多,如平行电缆法、交叉磁轭法、感应电流法等。
作者 杨年 高级工程师
南京安维士传动技术股份有限公司




