 手机浏览网
手机浏览网


风能是大自然赐给我们一种取之不尽,无任何污染的可再生能源。随着世界能源的日趋匮乏和科学技术的不断发展,加上全国大部分地区污染指数高居不下,使得人们重新考虑进一步发展绿色能源,风力发电的应用会越来越广。
我国现代风力发电开始于上世纪70年代,设备老化,运行事故等造成的故障率虽然不高,但是一旦发生故障,特别是金属结构件故障,如轮毂,主机架、变速箱壳体,塔筒等,对于风力发电企业的运维成本的影响很高。由于风力发电机组安装在七八十米的高度,更换配件非常麻烦,而这类金属件一般都无法在线焊接修复,所以潘罗萨特非焊接金属缝补的应用在风电行业将会很广泛。尽管我们采购新配的成本相对于风电场高利润率并不是很高,但是每更换一个配件所花费安装成本和时间成本将严重影响该台机组的成本回收期。
首先我们来简单介绍一下潘罗萨特金属缝补的原理:
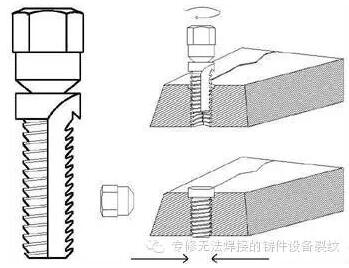
1.潘罗萨特缝补
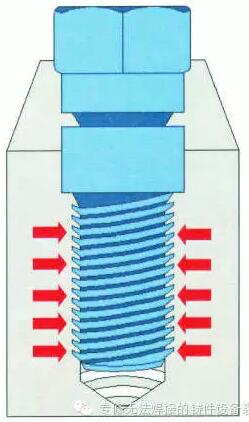
如上图所示,潘罗萨特缝补钉采用锯齿形螺纹特殊设计,螺纹钩可以360度装母材接紧,使裂纹两侧向中间靠拢,随着螺纹丝扣的加长,辐向的拉力超乎我们的想象。潘罗萨特最大一款缝补钉C4每只可产生2.5吨拉力。也许我们会以为螺纹的微型锯齿牙如何具有很么高的拉力,但是请不要忘记公螺纹与母螺纹是紧密结合在一起的,单独一丝扣的力量微乎其微,用手指即可搬开,但是团结起来的力量确是惊人的。就象一根筷子容易被折断,十根筷子也可以折断,但是如果十根筷子没有被加工时,还是一整块竹板时就不容易被折断。
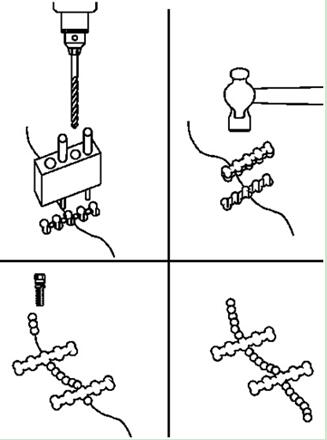
1.潘罗萨特金属加强锁

上图的加强锁原理与古代木工用的卯榫结构(百度)相似,但是在金属表面开槽相对于木材复杂,所以潘罗萨特经过改进,把锁片的形状设计为梅花形,只需要用钻头就可以加工出与锁片完全稳合的槽。槽与裂纹垂直,锁片将裂纹两侧锁死。潘罗萨特加强锁片的抗拉强度为175000PSI,是四倍铸铁强度,理论上抗拉强度超过母材,当象一定超过焊接工艺,但是槽与槽之间不可能太近,以防破坏母材结构,所以锁片与锁片需留有一定距离,最近抗拉强度只能保证达到母材的80%以上。
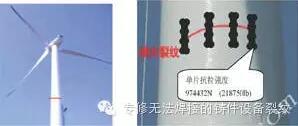
潘罗萨特加强锁强度表

通过上述两种修复材料的介绍,我们不难发现潘罗萨特金属缝补在风电行业的应用一定非常有价值,下面介绍几种常见的修复应用:
1.风电主机架裂纹修复
主机架轴承座位置丁形大梁开裂,球磨铸铁材质,无法采用传统工艺焊接,而且焊接强度不足,同时会产生变形。


在上表面沿裂纹钻孔,攻丝,拧入潘罗萨特PC4金属缝补钉,打磨平整;
在上表面和没面及底部设置潘罗萨特PL40,PL30加强锁。由于上表面有一台阶,不便设置锁片,所以用角磨机切割台阶一角,再设置锁片。
锁片设置后在两头钻孔攻丝,拧入两只PC3钉,将锁片永久性锁死在母材中间。
2.塔筒裂纹修复


风力发电机组塔筒虽为可焊钢板卷制焊接而成,但是在现场简陋条件下进行焊接修复,无法保证焊缝的原有强度,而且因为局部过热导致焊缝周围金属变脆,失去原有的韧性,所以用焊接工艺现场对塔筒开裂进行补焊修复并不可行。但是如此庞大的风机塔筒返厂维修的成本非常高昂,几乎相当于重新采购一套塔筒,所以我们推荐用潘罗萨特非焊接金属缝补的工艺来修复塔筒局步开裂,100多年的实践证明,这种工艺无论是抗拉强度还是抗疲劳性均比焊接工艺优越。
下图为两截铸铁管,通过渊罗萨特非焊接工艺连接到一起:
如果一根风机塔筒开裂,与上图展示的修复方式一致,由于潘罗萨特从未进行过风机塔筒裂纹的修复,所以本文只能以草图的形式加以说明。
3.变速箱壳体裂纹修复
变速箱壳体采用铸铁材质,所以出现裂纹或破损后一般作报废处理,而更换一台新的变速箱的安装成本远远超过变速箱本身,采用潘罗萨特非焊接金属缝补工艺,可以在机仓内完成修复任务。下面介绍一种变速箱修复的案例。







综上所述,潘罗萨特金属缝补在风电行业的用途十分广泛,在风电后市场服务中可为大多数风电企业省时,省事,省钱。
任满仓于2015年11月12日在鄂尔多斯编纂
任满仓于2015年11月12日在鄂尔多斯编纂





