 手机浏览网
手机浏览网


关健词:金属粉型药芯焊丝;海上风电;埋弧焊;低温冲击韧性
金属粉型药芯焊丝以其优良的焊接工艺性能、综合力学性能和高的焊接效率,已经在国外发达国家得到广泛应用,在船舶企业产品结构全面转型发展的今天,承接的高附加值工程项目技术质量要求也日益提高,这就促使我们不断开发和寻找与之匹配的新型焊接材料。
1. 金属粉型药芯焊丝功能特性
金属粉型药芯焊丝被认为是可以代替实芯焊丝的焊接材料,其构造方式和熔渣型药芯焊丝相同,由薄钢带包裹粉剂组成,不同点在于金属粉型药芯焊丝钢带内包裹的粉剂几乎全部是合金粉末,而没有造渣剂,故在使用性能上,它既有实芯焊丝焊渣量少的优点,又兼具熔渣型药芯焊丝熔敷速度高、焊接工艺性好等优点。
金属粉型药芯焊丝的优势功能主要包括:①熔敷速度高。与熔渣型药芯焊丝一样,焊接电流密度大,熔化速度快,药芯中含有大量的铁粉、金属粉,因此比实芯焊丝具有更高的熔敷速度,且熔敷效率可以达到97%。②焊缝表面渣量很少 不但能够减少脱渣的时间,提高劳动效率,而且能够避免夹渣等缺陷。③比熔渣型药芯焊丝飞溅和烟尘量少。④通过金属粉芯灵活调整,解决操作性、成形、力学性能等特殊要求。
2. 金属粉型药芯焊丝分类及应用
(1)分类 目前金属粉型药芯焊丝已在世界许多发达国家得到广泛应用,其分类方法也各有不同。在美国金属粉型药芯焊丝因其操作和使用性能上同实芯焊丝有相似之处,AWS标准将碳钢用金属粉型药芯焊丝化归为AWSA5.18《碳钢用气保护焊焊丝和填充丝》标准中,型号以E70C表示;低合金钢用金属粉型药芯焊丝化归为AWS A5.28《低合金钢用气保护焊焊丝和填充丝》标准中,型号以EXXC_表示;不锈钢用金属粉型药芯焊丝化归为AWS A5.9《不锈钢用实芯焊丝和填充丝》标准中,型号以EC表示;埋弧焊焊丝也用“EC”表示金属粉型,详见AWS A5.17《碳钢用埋弧焊焊丝和焊剂》标准和AWS A5.23《低合金钢用埋弧焊焊丝和焊剂》标准。
ISO标准将其列入药芯焊丝标准中,其中碳钢和低合金钢金属粉型药芯焊丝归于ISO17632《碳钢和细晶粒钢气保护和自保护用药芯焊丝》中,用字母“M”表示金属粉型药芯焊丝。在欧州和日本等国家和地区将金属粉型药芯焊丝划归于药芯焊丝一类,同样中国也是将其归类于药芯焊丝,但对其使用和认识均没有普及。
金属粉型药芯焊丝发展至今,已经形成较为齐全的型号系统,并应用到各种焊接方法中。目前已开发的金属粉型药芯焊丝依材质可分为碳钢、合金钢、不锈钢、镍基合金钢金属粉型药芯焊丝。在保护气体的使用上,日本大多采用CO2气体保护,少数情况下采用混合气体保护,而在欧州大多采用富氩混合气体保护。
金属粉型药芯焊丝依焊接方法可分为:①GMAW金属粉芯型气体保护焊丝(CO2或者CO2+Ar)。②SAW金属粉芯型埋弧焊丝。③GTAW金属粉芯型氩弧焊丝 。
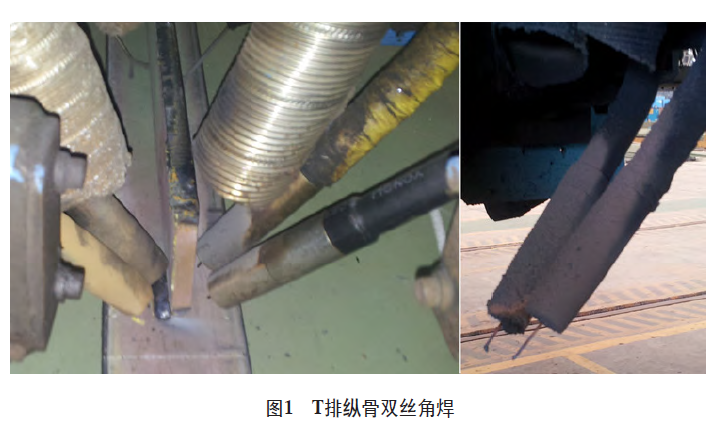
(2)应用 在我国,金属粉型药芯焊丝应用还较少,目前在大型船厂T排纵骨流水线、液化气储罐9Ni钢CO2气保焊和埋弧焊、强度55kg级以上海洋工程用钢焊接方面应用前景广阔。
造船已走上应用金属粉型药芯焊丝新型焊材的道路。包括埋弧焊、气体保护焊及不锈钢氩弧焊等各类焊接方法。例如广船国际龙穴基地在T排纵骨焊接上面已广泛应用,在双丝高速填角焊中前丝使用昆山京群GCL—11G型金属粉型焊丝(AWS A5.18E70C—GC)代替以前的实芯焊丝,第二根是药芯焊丝或70C型铁粉芯焊丝,双丝间距25mm,采用100%CO2气体保护。此项新工艺已申请国家专利,如图1所示。
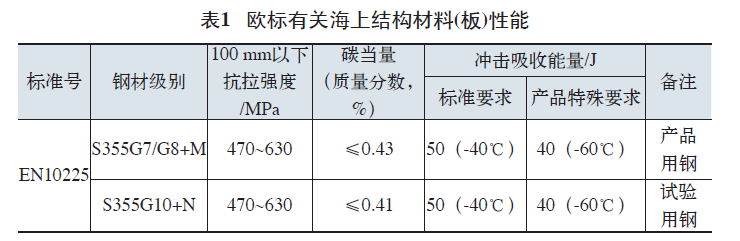
(1)项目介绍 我公司虽然一直从事陆上风塔塔体制作,但是很早就开始海上风塔制造技术研究,公司经营方面曾接触到欧洲大型海上风塔项目——三角架及钢管桩制作产品信息,其中钢管桩直径达6 000mm,板厚30~80mm,筒体材料包括S355M L/N L和海洋工程用钢S355G7/G8+M,要求符合欧标EN 10225《固定式海上设施焊接结构钢—技术交付条件》标准。其中对于板厚80mm以下的S355G7/G8+M有特殊要求,必须满足-60℃夏比冲击试验要求。
S355G7/G8+M是通过TMCP工艺(热机械控制工艺)来获得材料的高强度和高韧性,因此具有合金元素少,碳当量低,相比于其他方式生产的同等级钢材,具有更好的焊接性。国内对这种钢材的焊接性研究很少,对于焊接材料的匹配研究接近空白。我们采购了与S355G7/G8同一级别的江阴兴澄特钢生产的S355G10板材进行试验研究,板厚规格分别是20mm和50mm,性能如表1所示。从力学性能匹配方面考虑,开始我们选用了两种国际和国内知名品牌的埋弧焊焊材,按照ISO15614—1标准规范要求进行工艺认可试验及焊材熔敷金属试验,但试验结果都不理想。
(2)焊材准备 为了进一步做好海上风塔用钢材S355G10及选配新焊材的焊接工艺认可试验工作,综合技术部焊接试验室组织召集钢结构事业部和质量部相关部门负责人对此项工作实施方案展开研讨。积极咨询、查找适合海上风塔用钢第三家埋弧焊焊材,在了解到金属粉型药芯焊丝在提高力学性能方面的独特优势后,我们主动与焊材厂商联系,让他们提供了相应埋弧焊焊丝及焊剂样品,再次进行了试验研究。
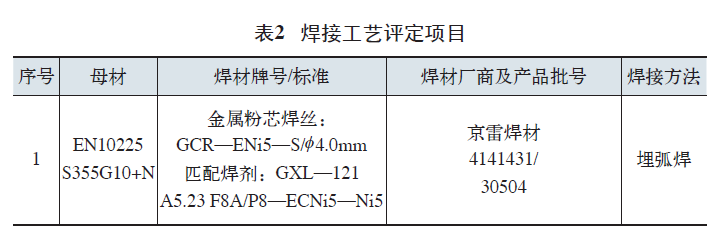
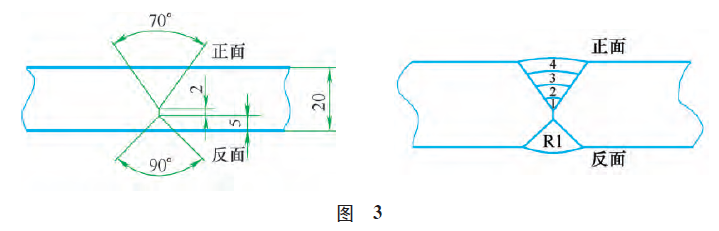
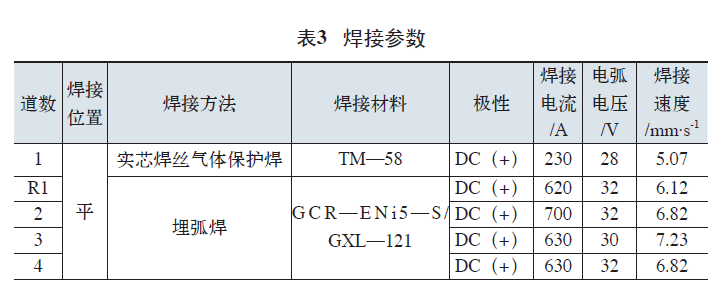
(3)试板焊制 目前我们仅针对20mm厚钢板进行了一项工艺评定,母材试板下料尺寸均为20mm×200mm×600mm。焊接工艺评定项目如表2所示。焊接接头形式及焊接顺序如图3所示,焊接参数如表3所示。
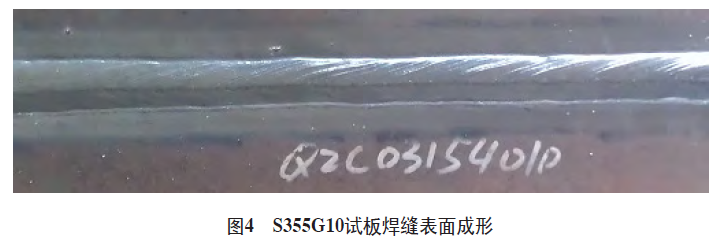
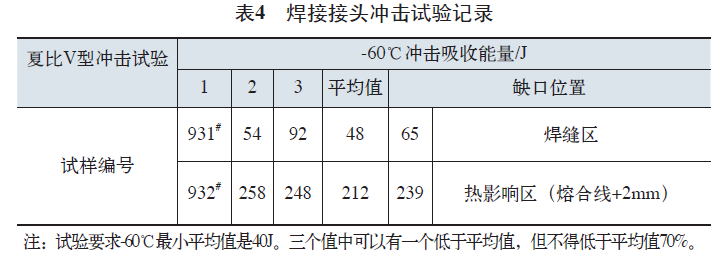
通过金属粉型药芯焊丝试验研究,解决了海上风塔产品海工用钢焊丝匹配的技术难题,满足技术规范中的-60℃低温冲击韧性的特殊要求,与常规实芯焊丝相比较,该焊丝具有更加稳定优异的理化综合性能,良好的操作性能和脱渣性能。
本次海上风电S 3 5 5 G 1 0材料焊接工艺试验是按照“ISO15614—1”《金属材料焊接工艺规程及评定》标准执行的正规完整性试验,目前阶段仅做为新牌号材料(包括钢材和焊材)的工艺验证性试验,在公司内部进行操作,不通过第三方认证。今后根据生产经营的实际需要,再考虑系统完整性试验。
作者:刘秋亮




