 手机浏览网
手机浏览网




该叶片被命名为LM 88.4 P,比LM以往生产的最长叶片 LM 73.5 P还要长15米,但重量仅增加6吨。这是通过将具有高强度、高刚度的轻质碳纤维引入到叶片主梁层压板中实现的。
风机叶片制造使用碳纤维已有超过10年的历史,主要是采用拉挤工艺生产的碳纤维增强环氧树脂预浸料主梁,并通过有竞争力的单位兆瓦时能源发电成本(LCoE)证明了其较高价格的合理性。如今,LM探索出了一种不同的方法,将碳玻混杂增强复合材料主梁沿着长度方向嵌入标准玻璃纤维复合材料基壳层压板。这样,叶片壳体与主梁能够在同一模具中制造,叶片壳体充当了碳玻混杂复合材料主梁的模具,大大节省了时间和成本。LM复合材料技术项目主任Michael Lund-Laverick介绍说:“LM 88.4 P是首个采用混杂增强技术生产的叶型,采用干的碳玻混杂纤维铺放和真空辅助树脂传递模塑成型工艺(VARTM)制造。”该混杂增强设计使LM利用现有工艺生产出了LM 88.4 P叶型,显著提升了核心竞争力。完全满足客户已经建立起的成本和工期的设计规范。Lund-Laverick补充道:“我们选择了与实际应用最接近的技术方案,显著降低了风险,并促进了客户所需技术的快速开发。”
88.4米叶片的用户Adwen公司(Siemens Gamesa的所属企业)表示希望将该风机用于I级风况条件下的海上风电场,因此,LM 88.4 P 叶片的设计工程师将该叶片能够承受的参考风速设定为50米/秒(112mph),符合I级风况的使用要求。
新产品的设计驱动力:不确定性和风险
接下来,叶片的设计受到LM公司运营战略的不确定性影响。Lund-Laverick表示:“混杂增强法首先解决了最大的不确定性问题,这也是我们能够想到的最大的失败。”LM采用失效模式效果分析软件(FMEAs)——一款评价设计(dFMEA)和工艺(pFMEA)风险的形式分析工具,来分析设计和工艺的可行性。当然,在转向计算机辅助之前,工程师们首先会口头讨论可能出现的风险。“这样,我们可以通过控制风险来管理项目的进展,凭借公司扎实的专业知识、丰富的开发经验和良好的沟通机制,来确定关键问题所在。工程师们将可能出现的问题一一列出,随后通过相应的测试和工程方案避免这些问题的出现。”
FMEA所分析出的结构用来确定要进行什么样的测试和实验,在该过程中,试制并测试实际样品零件,在计算机建模和分析开始之前验证设计极限和失效模式。计算机模拟也是建立在现实基础之上,而不是在初级理论之上的,无论该理论如何强大。
在确认了叶片的风况等级、设计极限和失效模式之后,工程师们用该公司开发的设计程序和三维建模软件套装LM Blades模拟大型叶片在极限范围内的静态和动态疲劳加载、大型气动面板的屈曲、单向纤维增强复合材料强度的Puck断裂准则,以及其他的力学/强度、化学/环境要求。
碳玻混杂 两全其美
LM公司的混杂技术是指采用碳玻混杂纤维增强复合材料主梁对标准玻璃纤维增强聚酯复合材料的叶片基壳层压板进行强化的技术。按照LM技术要求生产的叶片壳体用玻璃纤维织物由多家供应商供货,典型应用H玻纤的供应商为Owens Corning。叶片壳体层压板是由巴萨轻木为芯材的三明治结构灌注LM标准聚酯树脂获得。
叶片主梁所需的单轴向碳纤维/H玻纤混杂织物由SAERTEX公司所属的挪威企业Devold AMT AS公司生产,该织物产品获得了LM公司“2017最佳创新伙伴大奖”。叶片壳体和主梁所需的纤维织物结构由不同面密度的±45°双轴向织物、0°/ ±45°组合织物和0°单向织物组合而成。首次在88.4米叶片使用的该新型纤维织物组合由LM团队自主研发,配合一款LM专有的未知树脂使用,获得了优异的叶片性能。灌注叶片主梁所用的专有树脂在分子结构上虽具有不同的主链结构,但能够与叶片壳体所用聚酯树脂通过化学反应产生较强结合力。
碳玻混杂制造策略
叶片由迎风面和背风面上下两部分固化后结合而成。迎风面和背风面分别包含一根主梁。碳玻混杂生产技术包含两个阶段的灌注工艺:第一阶段,叶片壳体,包含除主梁之外的所有结构元素,制造步骤如下:
在88.4米模具中喷涂胶衣:工人在铺放叶片壳体所用玻璃纤维织物之前在模具内表面喷涂胶衣,可以省略叶片脱模后的喷漆过程。
铺放叶片外表面双轴向玻璃纤维织物覆盖层。
铺放叶根和边缘强化材料,主要是单向织物材料。
放置三明治结构用巴萨轻木芯材,用小紧固件固定。巴萨轻木芯材由工人手工铺放固定。

铺放内部双轴向织物层。
采用真空袋和LM标准聚酯树脂进行真空灌注。
根据LM专有的操作规范,部件在室温下固化。
固化完成后,基壳脱离真空袋,检查后准备进入下一阶段。
在第二阶段,混杂复合材料叶片主梁直接在固化后的基壳上以基壳为模具来成型:
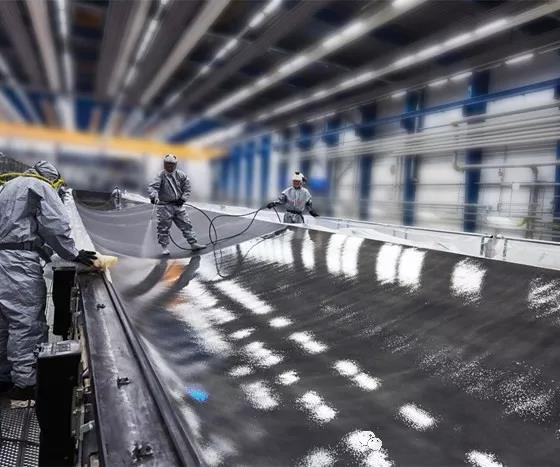
干的碳玻混杂单向织物层被半自动铺放机沿叶片长度方向直接铺放在叶片基壳上较为平坦中心部位,从距离叶根4米的位置铺起。

加入LM设计的轻质保护部件。
铺放±45°双轴向标准玻璃纤维覆盖层。
同样采用真空袋和真空灌注工艺,精确控制灌注条件,仅使专用树脂浸入混杂纤维层。
根据LM专有的操作规范,主梁部件在室温下固化。
Lund-Laverick说:“我们有能力将现有的生产技术放大应用到不断变长的风机叶片上。在这些巨大的叶片半壳上,沿着叶片长度方向有轻微的预弯,同时叶片两侧有少许卷曲,但中心部位却相当平坦。” 在每个半壳的平坦区域,LM通过内部设计、计算机控制的半自动设备将宽幅的干性混杂纤维织物按照程序设定的铺层方式进行铺放,以获得理想的强度性能。
弯曲的叶边部位由于几何形状复杂,因此通常必须手工铺层来完成。
基壳和混杂主梁都需要设备进行铺放。由于碳玻混杂织物比普通玻璃纤维织物更加敏感,因此LM开发了无需手工的铺放技术以避免褶皱和其它可能由人工操作引入的缺陷。
叶片筋板是由玻璃纤维复合材料和泡沫芯材组成的三明治夹心结构,主要用双轴向织物层与标准聚酯树脂经灌注工艺成型。
在质量控制方面,LM采用了六西格玛精益管理模式。Lund-Laverick表示:“在生产过程中,我们有一整套严格的质量控制文件和手续,包括对叶片的连续目视检查。”固化后,超声检查和目视检查保证了产品的质量。随后,两片叶片半壳采用常规方法粘合在一起。

合模和后固化操
两个半壳粘合在一起后,LM使用导流板来补偿大型叶片叶根附近相对较差的气动性能。导流板专为个别叶片的几何外形设计,类似于鳍,通过注射工艺成型,并在最终的叶片装配过程中采用3M公司生产的VHB胶带粘附于背风面半壳的外表面上,通常从距离叶根5m左右的位置一直延伸到叶片中部。这样做能够减少气流分离(空气在到达叶片后缘之前发生分离),并提高升力和能量输出。另外,LM还会在叶根附近的叶片内弦采用专有技术、定制化地安装导流板,进一步提高升力,通常采用反应注射成型(RIM)工艺生产。
目前,LM 88.4 P 叶片已在LM的测试平台和丹麦独立的叶片测试中心(Blaest Blade Test Center)通过了全尺寸静态力学和疲劳测试,并已通过了挪威DNV GL船级社的认证。

第一套商用LM 88.4 P叶片已安装至Adwen的下一代风机AD 8-180上,额定功率8MW,转子直径180米。LM生产的3支叶片通过卡车和驳船运输,由Adwen实施安装,目前已在德国不莱梅港并网。可惜,由于Adwen被Gamesa收购,Gamesa又并入了Siemens,而新的Siemens Gamesa可再生能源公司取消了AD 8-180平台,因此该项目产品成为了行业整合的牺牲品。
Lund-Laverick称LM将继续进行碳玻混杂主梁平台的开发,目前正在向Siemens Gamesa交货的是69.3米叶片。这是目前全球最大的陆上风机叶片。该叶片仍沿用了88.4米叶片相同的设计、材料和生产规范,同样将利用干性碳玻混杂织物和树脂体系获得更低的能源发电成本(LCoE)。他补充说,目前混杂增强叶片主要依据客户的需求生产,未来随着叶片长度不断增加,LM将增加采用混杂技术生产叶片的数量。





