 手机浏览网
手机浏览网


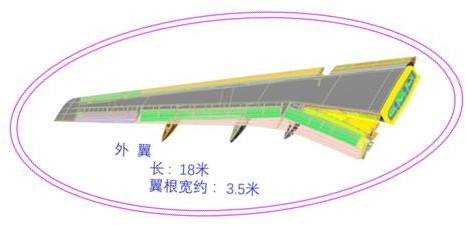
俄罗斯MC-21和波音B737、空客A320、C919同属150座级、单通道窄体客机。突出的是,它的机翼采用碳纤维复合材料制造。工艺采用干纤维、树脂注入(resin infusion)和烤箱固化(不用热压罐)。机翼蒙皮和长桁是共固化,复合材料翼梁是单独制造,铝合金整体机加翼肋。
碳纤维、基材树脂
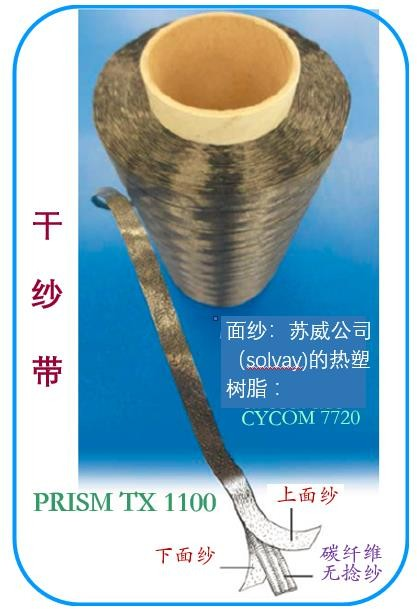
干纱带(PRISM TX1100)中碳纤维:Teijin(帝京-日本东京)IMS65 24K 丝束 UD
基材树脂:苏威(Solvay)PRISM EP2400,这是一种单组份180°C 固化增韧环氧树脂,具有低粘度/低温度特性,可在低至 70°C的温度下注入。
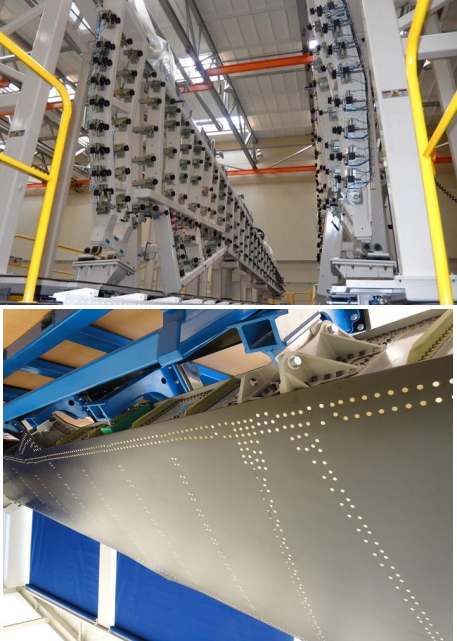
制造机翼蒙皮的特殊吊具
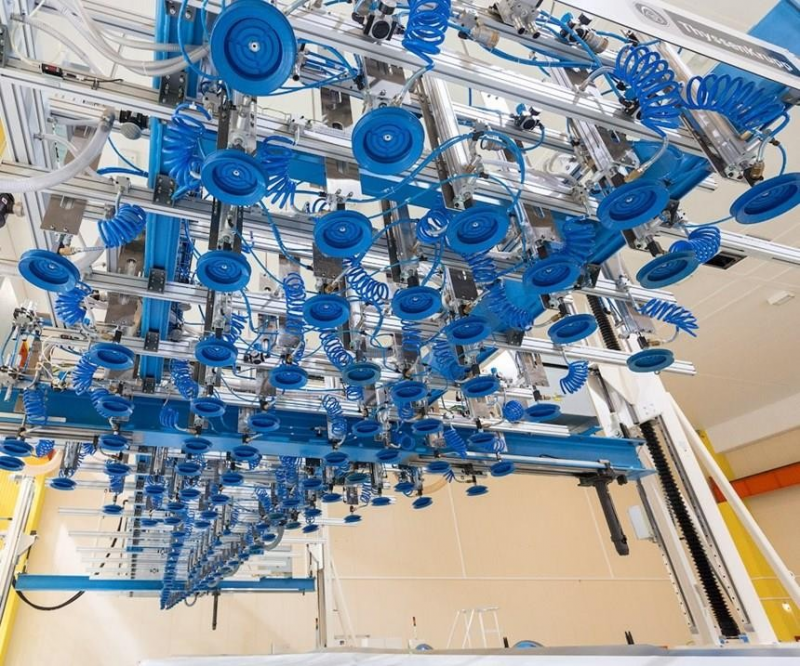
制造过程中将机翼蒙皮从一个工位移动到另一个工位。需要用带多个吸盘、自动化的吊运工装。目前使用干纤维制造板件,均使用吸盘吊具。大型板件的吊具,吸盘有200多个。
制造工序:
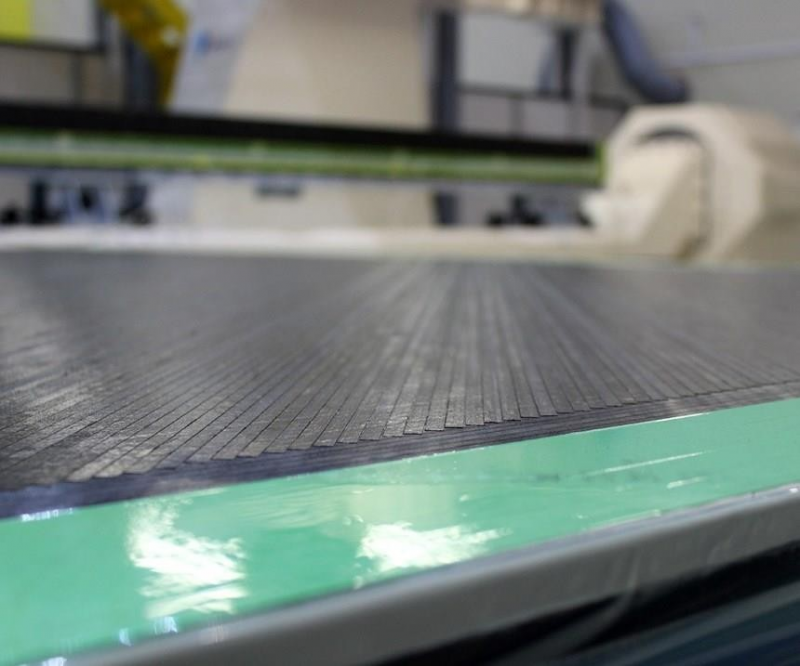
步骤 1.
机翼蒙皮通过使用科里奥利机器的自动纤维铺设(AFP)进行铺设。

步骤 2.
技术人员检查纤维铺设的机翼蒙皮,寻找重叠、间隙、褶皱和异物碎屑。背景中是用于放置翼梁的工具。

步骤 3.
MC-21机翼桁条是平放的,然后冲压成型为L形。两个L形预制件背靠背地放置在图中所示的工具中,以形成T形桁条,该桁条将被共同注入上下机翼蒙皮。

步骤 4.
在自动放置干纤维带、长桁预加工完工后,进入热灌注基材树脂工序。
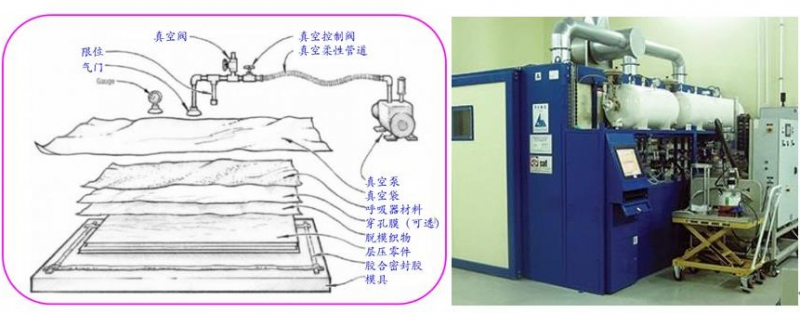
全部长桁安装在机翼蒙皮预制件上后,进行装 袋,使用真空膜、呼吸和排水材料。安装管道用于树脂供应和真空水平控制。最后,所有管道都用真空袋膜覆盖,真空袋膜沿着预成型件的周边固定和密封,然后施加真空。”在真空袋中,蒙皮固定在殷钢凹模具上。长桁用殷钢模具定位在蒙皮内表面。
罐注使用热灌注中心(TIACT-hermo Infusion automatedCenter)处理完成的。据报道,该中心能够实现非常精确的过程控制,包括±2°C 至 270°C/518°F 的温度均匀性和小于 0.5%的孔隙率。树脂输注是在 100°C 下进行的,然后在 180°C 下固化。
使用一个由欧洲制造商提供的标准固化炉,尺寸为 6 乘 22 米。整个固化过程只需不到 24 小时。
(注:真空袋是俄罗斯的核心技术,至今未查到较详细资料。此处图片是真空袋的原理图)
步骤 5.
共固化壁板(桁条的蒙皮带长桁)经过 MTorres 龙门架系统的 CNC 加工操作——修整、布线、钻孔、切割。

步骤 6.
完成后,机翼蒙皮和桁条进行无损检测操作。

步骤 7.
使用MTorres的ATL在阳模上,铺放机翼的前翼梁和后翼梁。

步骤 8.
在机翼装配型架中完成机翼装配。



补充图片:
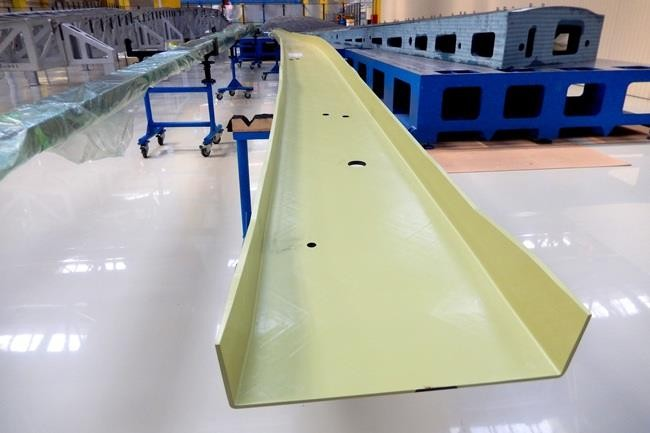
固化后喷底漆的后梁
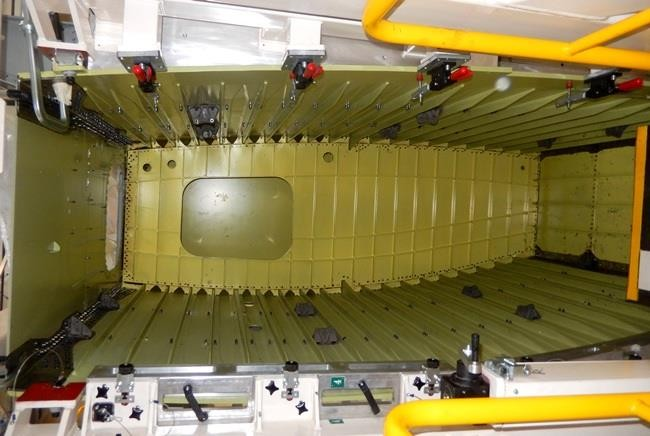
正在型架中装配的中央翼
结束语:
目前,民机机翼仍然使用热固环氧基碳纤维复合材料。趋势是干纤维使用的多,预浸料使用的少。固化使用烘箱的多,热压罐使用的少。无卷曲织物(NCF)使用的多,干纱带使用的少。翼肋用高温热塑复材代替铝合金。
注:根据网上多份资料汇总编译。
杨超凡 2023.7.24




