 手机浏览网
手机浏览网


01 引言
碳纤维密度小,比钢结构减重50%,比镁和铝合金结构减重30%;碳纤维的碰撞吸能效率是钢的6至7倍、铝的3至4倍。碳纤维复合材料(CFRP)产品的成型方法有热压罐成型、RTM、冲压成型、SMC等多种成型方法,东丽TCM公司主要采用的是热压罐成型工艺。
热压罐成型工艺与其他成形法相比,具有产品形状自由度高、模具费相对便宜等特点。东丽TCM公司从策划、开发到设计、试制、制造、量产等所有的工序都在公司内部完成。每个工序都需要结合复合材料本身特有的技术诀窍。通过在公司长期积累的经验,可以提供最大限度地满足顾客需求的高品质、高性能的产品。

02 生产流程
模拟
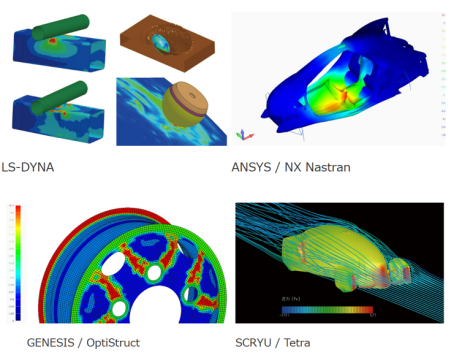
模拟过程包括静态分析、冲击分析和铺层分析。
碳纤维复合材料(CFRP)是设计自由度比较高的材料,各向异性和铺层等,只有复合材料才需要考虑的设计要素有很多,其中运用专门针对复合材料的模拟技术,站在客户的角度,提出碳纤维复合材料的最佳结构方案。
设计
设计过程包括结构设计、成型工艺设计、材料设计、铺层设计和模具·夹具设计。
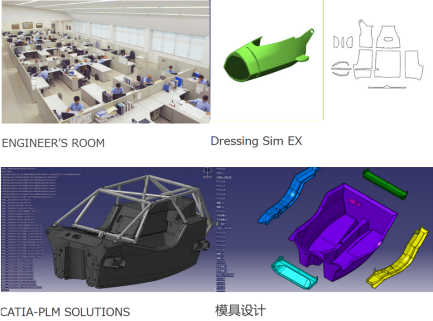
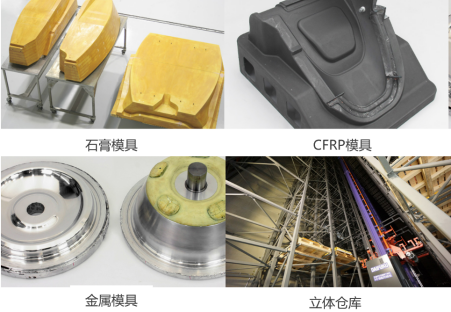
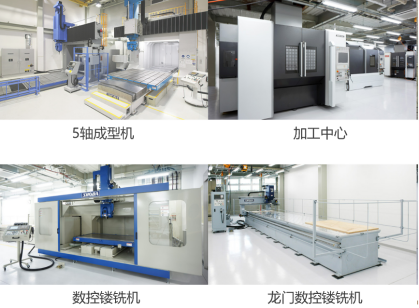
模具制作
为了实现高精度、高质量的产品,成型模具的设计、制作是最重要的环节。TCM公司不仅最大限度地发挥热压罐成型工艺的特点进行模具设计,还着眼于量产,为了确保产品质量和生产性,从加工方案选定开始实行。
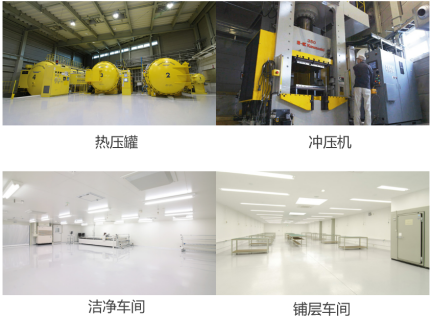
成型加工
包括脱模处理,材料裁剪,铺层,抛光,固化。脱模热压罐成型工艺中,根据设计内容,将CFRP的预浸料裁剪成模具,进行后处理后,将模具放入热压罐中,在高温、高压下使树脂固化,制作成型品。
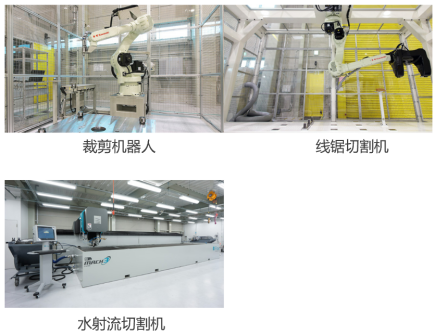
二次加工
对从模具上脱模后的成型品进行钻孔、修剪等二次加工。虽然CFRP比金属材料相对困难,TCM公司利用最先进的水射流切割、加工中心等技术和设备,根据客户的需求进行加工。
组装
将CFRP成型品与其他成型品或金属部件组合,完成成品。在CFRP成型品的生产过程中,零部件之间接合技术非常重要。TCM公司根据多年来在CFRP赛车上培育了的丰富经验和技术,从各种各样的方法中选择最适合的方法对完成零部件的粘接和接合。

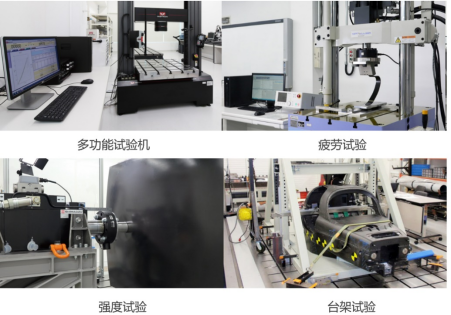
评估·试验
产品开发不仅仅是制造产品,为了确认产品是否达到设计的性能,需要对产品进行拉伸试验、强度试验、疲劳试验、冲击试验及耐候性等试验。
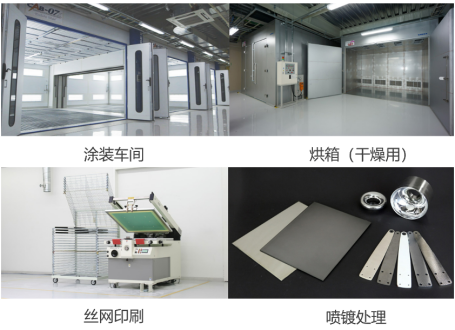
涂装·表面处理
在CFRP成型品中,特别是外装零件,为了防止变形、变色和美观性,需要对产品进行涂装和表面处理。
质量管理·检查
在质量管理方面,除了外观检查之外,还根据需要实施最新机器的形状测量、X射线和超声波的非破坏等检查。





