手机浏览网
手机浏览网


有两个机理会导致收缩:固化收缩和冷却收缩。
第一种机制,固化收缩。
通常发生在两个阶段:固化过程中(在脱模前)和后固化期间(脱模后)。
1.固化收缩是指在固化过程中树脂的体积变化。这种固化收缩是不可避免的,最好发生在从原模上脱模前。
2.脱模后也会进行一部分固化,这些额外收缩就会引起模具表面的外观缺陷。这通常被叫做“后固化”,但真正的变形由后固化时的额外收缩引起的。
由此可见,选用适合的低收缩树脂是解决上述问题的最有效途径。
常规室温下固化聚酯的经验法则是:当加强玻纤重量比为25%时,直线每一英尺的收缩量为1/32英寸(1.975px)。与纤维增强树脂相比,胶衣收缩得会更多,其导致部件胶衣面出现更大的凹弯曲。由于这个原因,任何大型、平坦的区域应该制成稍凸状以避免在相反方向出现凹陷。小型镶板常采用1/4英寸(15.875px)/线性英尺的凸起。
第二机理,冷却收缩
是铺层在无应力温度冷却时,热膨胀(实际是收缩)造成的,无应力温度与树脂变硬时铺层的温度有关。无应力温度与室温的差距越大,冷却收缩就越大。
因此,可尽量降低铺层固化期间的放热温度来控制冷却收缩。通过完全固化来尽量减少后固化收缩,这可能需要升高温度。降低放热温度及尽量避免高温也可减少冷却收缩。因此,最优的固化方案在很大程度上取决于铺层放热温度及树脂表面积重量。
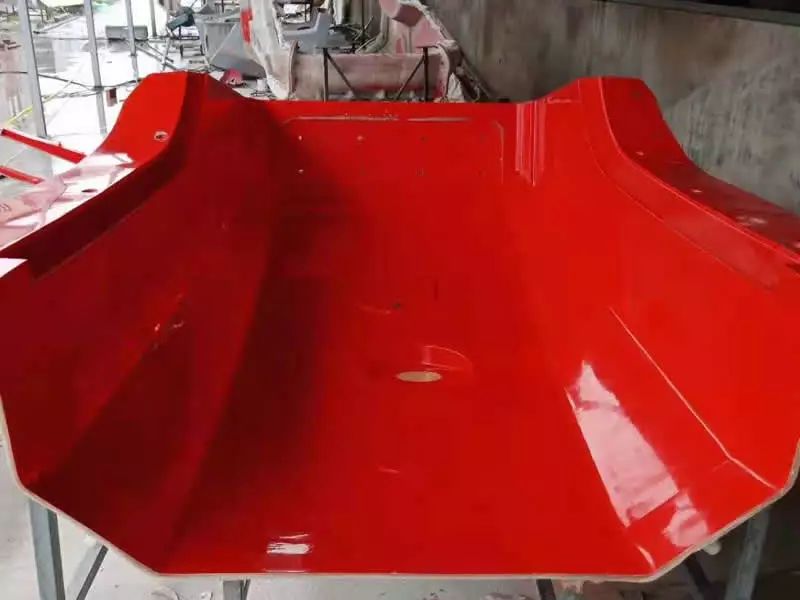
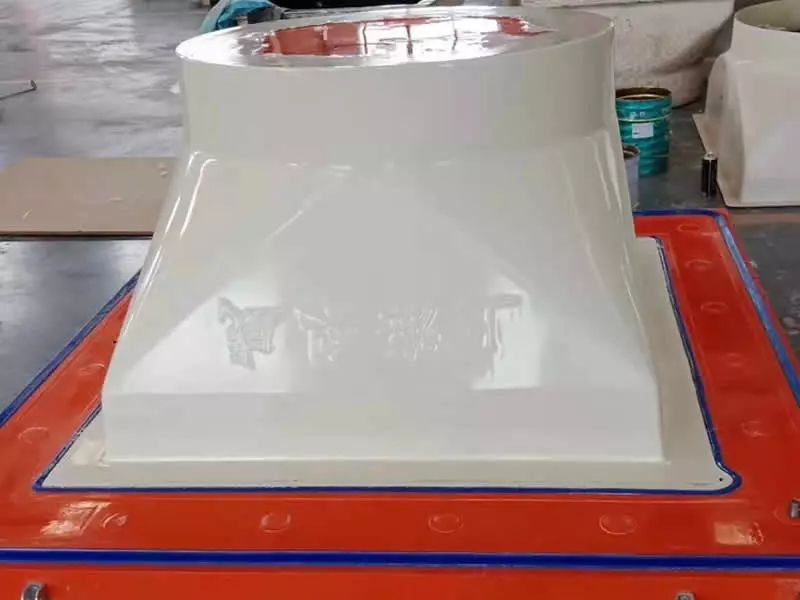
玻璃钢模具的质量直接关系到产品的性能,尤其在变形率、耐用性等方面,是首先必须要求的,如果你不懂得如何来检测模具的好与坏,那么请看本文的一些提示。
1.模具在到货时进行表面检验,要求表面不能存在可见布纹;
2.模具胶衣的厚度≥0.8mm,胶衣的厚度为固化成型后的胶衣积层厚度,而不是湿膜的厚度;
3.模具的拐角处表面,不能存在树脂淤积。
4.模具的主体,即玻璃钢积层的热变形温度,根据2001树脂提供参数≥110℃。
5.胶衣表面的光泽度和平整度,要求达到A级表面,对于水平面,能够清晰的照出人影且不变形。
6.胶衣表面硬度要求:模具本体测量10个分散点位的巴士硬度平均值>35。
7.模具表面状况要求模具表面无气泡,胶衣及模具积层内可见气泡1m2内不得多于3个;模具表面无明显刷子印记、划痕及修补痕迹,表面针孔1m2内不得多于5个,不能有分层现象。

8.模具钢架合理,要有整体的框架结构,合模平台要求坚固、不易变形;液压装置分合平稳顺畅,速度可调,设行程开关,正常使用满足开合>1000次。
9.模具按照产品真空工艺设计,主体的厚度要求达到15mm,模具的翻边厚度要求≥18mm。
10.模具的定位销采用金属销子,且销子与FRP部件之间要保持密封。
11.模具的切割线按照产品标准进行严格检验。
12.模具的配合尺寸需要准确,配合部件之间的配合误差需要≤1.5mm。
13.模具的正常使用寿命应不低于500套产品。
14.模具平整度每延米±0.5㎜,不能有波浪不平现象。
15.模具所有尺寸保证误差±1㎜,铺层表面没有毛刺。
16.模具表面不允许有针孔、橘皮纹、砂纸划痕、鸡爪裂纹等缺陷,圆弧要圆滑过渡。
17.模具后固化在80℃高温下,8小时后进行脱模处理。
18.模具在90℃-120℃放热峰情况不能变形,表面不能出现收缩痕迹、裂纹、不平等现象。
19.钢架与模具要有10㎜以上的间隙,两体连接处加垫相同厚度的软木或多层板,板与钢架连接用白炭黑粘接,再糊上短切毡。
20.分模模具连接处不能错位,模具定位设计合理、脱模、产品操作简单、易脱模。
21.模具整体负压以0.1为准,保压5分钟。