 手机浏览网
手机浏览网


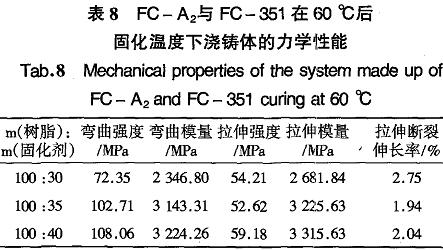
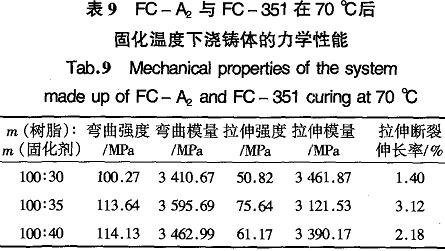
由上表可见,当FC-A2与FC-351改性胺固化剂质量比为100:35时,后期固化70℃/8h的浇铸体具有良好的韧性和机械强度,而后期固化60℃/8h的浇铸体性能指标都较低。显然,后期固化60℃/8h的浇铸体固化很不完全。因为在3种环氧树脂体系中,FC-A2粘度最低,稀释的程度最大,对浇铸体的性能产生了一定的影响。所以为保证浇铸体的性能,需要严格按照100:35的固化、70℃/8h的后固化时间时行操作。
根据国内某风机叶片制造企业提供的叶片用环氧树脂胶粘剂性能要求,树脂浇铸体必须同时具有良好的刚度和韧性,具体表现为需要有很高的拉伸强度和弯曲强度。而使用FC-35系列环氧树脂胶粘剂,通过调节树脂与固化剂的配比,并选择合适的固化条件,可以使树脂浇铸体能够满足制造风机叶片需要的性能要求。表10给出了环氧树脂胶粘剂浇铸体理想的力学性能。
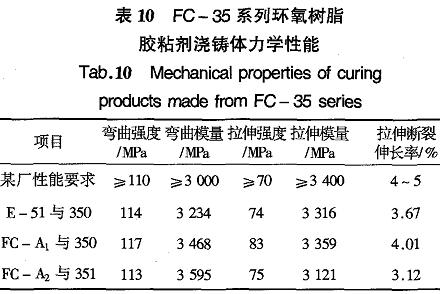
归纳上述研究结果,表10给出了环氧树脂胶粘剂建议使用配比和固化条件,FC-35系列环氧树脂胶粘剂建议使用3种体系均为100:35,建议固化条件为25℃/24h+70℃/8h。
上表数据中拉伸模量和拉伸断裂伸长率数据和用户的要求还有少量差距,我们今后将通过调整配方和工艺条件加以改进。
4 结 论
使用FC-35系列环氧树脂胶粘剂,可望帮助用户以较低廉的价格,满足对生产风机叶片用环氧树脂胶粘剂的质量要求。满足对生产风机叶片用环氧树脂胶粘剂的质量要求。通过研制和推广此系列胶粘剂,可以使国内生产风机叶片的企业节省大量的成本,从而提高企业的竞争力,获得明显的社会和经济效益。




